

HyperSpeed
Well-Known Member
- Joined
- Jan 21, 2009
- Messages
- 117
- Reaction score
- 8
OK I'll not be as vague as the title. This is my mission in detail:
When you're walking through the local hardware store, or automotive store, you've likely seen those 1.5-2" diameter glass (MR16, Feit is a common brand of these) halogen bulb lamps for track lights and a million other scientific lighting uses. They have a dichroic inside surface mirroring. Used as projection lamps too. I must start with the lamp bulb/reflector assembly, with no concern for anything but the reflector portion and mirror side when finished. What I must do, is grind or sand the reflector down, starting at the bulb-base end. I am removing up to about a full inch of glass material, working downward while it's getting wider. (Compare it to a glass nosecone, starting at the tip, and removing glass until the tip is gone and a hole 1/2-diameter is exposed.)
I have tried using a bench grinder to start. Which is a violent task as you may imagine. Chips steadily flying. This does remove glass, and is how I depart the bulb away first to get it to fall out. But next, I must somehow turn this brutal process into a precise one, while staying fairly effective time-wise.
One method I thought about: Holding the reflector in a 3D-printed plastic jig to grip it in a mill vice, place a 1.5" cylindrical stone bit into my BP mill, and carefully, using handle tension for the yoke, spin it up at full mill RPM and go to town, centered and moving straight down with the flat, spinning stone. Too much tension and shrapnel/split most likely. Too little tension and a 6-hour job. A 3" diameter, fairly thin, composite cutting wheel like used on angle grinders just sits on the glass surface when the edge is taken to the glass from the side, like if it were made from metal and you went the bandsaw route, you would slice where you need the end to be near then finish the final 1mm or so, probably not grind and grind and grind layers away. But this needs to end up with a nice smooth hole in it, with top plane parallel to base plane. Someone else did it a long time ago for me, I have one, and I have since lost all contact with him. But, I can see scuffs from what looks like a circular "blade" cutting across it from multiple directions to finish, or it was maybe just wet-sanded at the finish point.
But how on earth would you do this practically with glass?
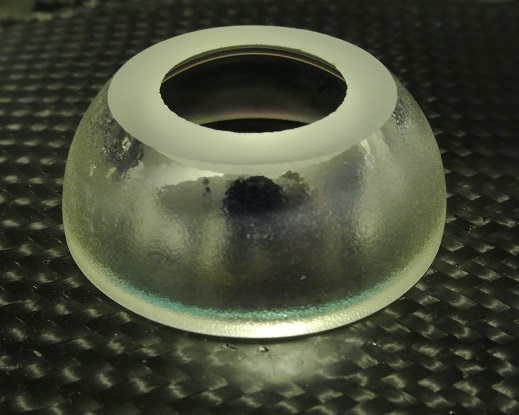
Check it out, the finished result. Notice the hole inside diameter is near a knife-edge at the finish, with only very tiny chips around the inside diameter that came off:
Solving this mystery would be a pinnacle accomplishment for me, unfortunately I can't seem to know how to approach this situation on my own 2 feet.
Thanks for any advice!!
When you're walking through the local hardware store, or automotive store, you've likely seen those 1.5-2" diameter glass (MR16, Feit is a common brand of these) halogen bulb lamps for track lights and a million other scientific lighting uses. They have a dichroic inside surface mirroring. Used as projection lamps too. I must start with the lamp bulb/reflector assembly, with no concern for anything but the reflector portion and mirror side when finished. What I must do, is grind or sand the reflector down, starting at the bulb-base end. I am removing up to about a full inch of glass material, working downward while it's getting wider. (Compare it to a glass nosecone, starting at the tip, and removing glass until the tip is gone and a hole 1/2-diameter is exposed.)
I have tried using a bench grinder to start. Which is a violent task as you may imagine. Chips steadily flying. This does remove glass, and is how I depart the bulb away first to get it to fall out. But next, I must somehow turn this brutal process into a precise one, while staying fairly effective time-wise.
One method I thought about: Holding the reflector in a 3D-printed plastic jig to grip it in a mill vice, place a 1.5" cylindrical stone bit into my BP mill, and carefully, using handle tension for the yoke, spin it up at full mill RPM and go to town, centered and moving straight down with the flat, spinning stone. Too much tension and shrapnel/split most likely. Too little tension and a 6-hour job. A 3" diameter, fairly thin, composite cutting wheel like used on angle grinders just sits on the glass surface when the edge is taken to the glass from the side, like if it were made from metal and you went the bandsaw route, you would slice where you need the end to be near then finish the final 1mm or so, probably not grind and grind and grind layers away. But this needs to end up with a nice smooth hole in it, with top plane parallel to base plane. Someone else did it a long time ago for me, I have one, and I have since lost all contact with him. But, I can see scuffs from what looks like a circular "blade" cutting across it from multiple directions to finish, or it was maybe just wet-sanded at the finish point.
But how on earth would you do this practically with glass?
Check it out, the finished result. Notice the hole inside diameter is near a knife-edge at the finish, with only very tiny chips around the inside diameter that came off:
Solving this mystery would be a pinnacle accomplishment for me, unfortunately I can't seem to know how to approach this situation on my own 2 feet.
Thanks for any advice!!
Last edited: